|
|
Phil Sacre. My Credentials.
This page is currently work in progress. I will be adding a lot more knowledge in due course.
-
5 O Levels, an HNC-similar qualification in civil engineering from my years as a soldier in the Royal Engineers, A 2.1 BA (hons) degree, two post-graduate diplomas.
-
While part-time at university earning my two PgDs, I taught first year students on their Construction Management degree, as well as many groups studying for HNDs.
-
A career on big construction sites as a site engineer until 2004, since when I have mainly helped self-builders to build their own basement.
-
In 2012 in particular, I self-studied Advanced Concrete Technology, concentrating on the waterproofing of concrete.
Having exhausted all I could find in the course syllabus books for the Diploma in Advanced Concrete Technology, I attended Kingston University Library many, many evenings after work. Here I found the jigsaw pieces missing from the Diploma set of books.
First of all, I wrote to the editor of an appropriate academic journal, a Cambridge Don, and asked how I might turn my research findings into a MPhil. Not a Doctorate of Philosophy, a PhD, but a Masters level recognition of my research.
He replied that he had just acted as secretary to a study by a working group of the Concrete Society who had published very similar findings. I had just been pipped to the post.
Click here to go to a page I wrote back in 2013 after that research, crediting the Concrete Society more than myself. Here you will find all the sources I use.
What now continues is confirmation by others since, that by the end of 2012, after which no self-builder that built my way ever had a leak, I had worked it all out correctly. High quality concrete and appropriate reinforcement design. Supervision throughout. No 'Products'.
|
|
|
|
Links to Education sections down this page, that follow two emails I received.
-
How Roman concrete survives today.
-
What, basically, is modern cement?
-
Heat evolution of modern cement.
-
Thermal cracking.
-
The differences a different amount of water makes.
-
Concrete Permeability.
-
Autogenous shrinkage.
-
-
-
Lime concrete.
|
|
|
This is the complete email received 15th October 2025, from

|
|
Hi Phil,
As a self-proclaimed Concrete Evangelist, I went down your rabbit hole and ended up with full-on nodding dog syndrome. I have to say, I admire the tenacity of people like you who see through the smoke and mirrors and get back to what actually matters - a watertight concrete design.
I spend much of my time with independent concrete producers forced to keep shelves full of every flavour of "waterproofer" because the CPD entertainers to architects and designers have made them a commodity. I've lost count of how often I've tried to advocate for a properly designed concrete instead of a bucket of fairy dust.
If these systems are truly so miraculous, why do so many of their specifications still call for a C32/40 mix with 350 kg/m³ cement and a w/c ratio of 0.45? That's already dense enough to keep the Ark afloat.
|
I couldn't agree more with your principle that:
-
A very dense, low-permeability concrete (with controlled water content, high cementitious content, proper compaction, curing, and supervision) can act as the waterproofing barrier itself.
-
Many marketed waterproofing admixtures, membranes, or systems tend to mask workmanship defects rather than solve them.
-
And the best admixture on Earth cannot fix a poorly designed, poorly placed, overly wet, or poorly cured concrete element.
Appreciate your work and the clarity of the message. It's refreshing to find someone else who believes that good concrete doesn't need a sales pitch - just sound engineering and a bit of respect for the mix.
All the best, not that far away in Kent.
|
Before I reproduce the other email, I want to highlight what it is that I, in particular and more than anyone else in the UK, do that makes such a huge difference.
I am quoting one sentence from each email here (and again on some other pages).
"A very dense, low-permeability concrete (with controlled water content, high cementitious content, proper compaction, curing, and supervision) can act as the waterproofing barrier itself."
"
As long as the water content is strictly controlled during any pour, then the prospect of water pores is reduced, as excessive water is not left within the mix, to create voids.
"
This is why my site supervision of concrete pours is so valuable. I am frequently standing in the way of the truck driver, pump operator and labourers trying to add water.
This next email is from Fergus Willmore on 28th April 2022. First of all all he phoned me to express his deep gratitude for the science and other information on my websites.
He was employed by Yorkshire Water to troubleshoot their most difficult problems. For the past 18 months that had been new reinforced concrete water tanks that leaked.
He studied what he could find and talked to who would talk to him, but drew complete blanks.
Eventually he found my web pages and the truth behind the science of building a waterproof structure that would never leak.
This, he told me, was the starting point he needed.
18 months after he started, he sent me 14 attachments of further science he had found. (As well as the two links in his email), making 16.
Some is useful but very heavy stuff, which is why I only give you a flavour and links to the full document to read if you are even sadder than me. The rest is greener solutions not widely available, so I have provided links but little commentary.
He was employed to find causes and prevent problems. His choices of academic and professional papers concentrate on the problems with making concrete greener, the problems with speeding up construction, and the problems with reducing costs.
The general conclusion of his collection of evidence is that a lot of "innovation" reduced the durability of concrete. And, Repairing or replacing concrete structures after a few short years is not 'environmentally sustainable'.
For instance, faster setting cement in the USA is why hundreds of thousands of post-war bridge decks are breaking up; whereas older bridge decks are still fully serviceable.
And, on my page about what works, I quote an engineer who said that a reinforced concrete home that remains in full use without any repairs or replacement for over 200 years is far, far greener and far more sustainable than timber torn down every 25 years or brick that needs a lot of maintenance every 50 years.
As you read the email, do not read "C35" as in a strength of concrete. He writes C 2 S and C 3 S, which, as he explains, are different calcium silicate compounds that make cement work.
Greetings,
Thank you for all of the information on your website - I found it very useful!
All of this may intrigue you, or it may not…
Summary of 18 months work.
Sorry about the blizzard of info on Cement composition!!
Conjuring all of the above attachments into a handwaving argument…
The Alkaline Reserve is what protects the cement against Carbonation and also the rebar from corrosion. It is the residual Calcium Hydroxide left over from the hydration of C3S (Tri Calcium Silicate) and C2S (Di Calcium Silicate) into CSH (Calcium Silicate Hydrate).
It prevents porosity, by precipitating Manganese and Calcium and Magnesium on contact, within fine pores/cracks, or on the surface, which, to an extent, is termed self-healing concrete.
This is due to maintaining a bulk, and surface, pH above pH8.3.
As long as the water content is strictly controlled during any pour, then the prospect of water pores is reduced, as excessive water is not left within the mix, to create voids.
Modern practise is for a high strength at 28 days product, which does not heat excessively, and is greener than OPC.
For a small variation in clay content, a very sharp change in composition is possible. find it here.
As such, the effort would be to direct towards production of C3S, (TriCalcium Silicate), for a faster early set cement, an easier to mill clinker, a clinker that will easily mill FINE,
which allows for less cement to be used to achieve the same 28 day strength.
With such fineness comes the risk of heat evolution. This may be controlled by adding GGBS.
In turn, the GGBS consumes Portlandite (Calcium Hydroxide) to set, itself, thus reducing the overall heat of set, but also reducing the Alkaline Reserve within the Cement paste.
Older school cement production, with poorer quality control would err on the side of more C2S, albeit with the risk of producing clinker that is much harder to mill.
Under-Limed clinker is better than Over-Limed. find source here.
This means a slower set, so a higher cement content is required for a 28 day strength, but there are no heating problems associated with this mix.
The coarser particle size means slower reaction and no GGBS addition, means more Alkaline Reserve. It also means greater tolerance to water, as the slower reacting grains are not counted in the 28 day strength and may continue to combine with water for some time after initial pour and strength is achieved.
The final part is that C3S is less resistant to Sulphate infiltration than C2S, so one's concrete has a lower paste content, a lower Alkaline Reserve, a lower chemical resistance and consequently a higher porosity, which may develop rapidly.
The addition of soluble (Carbonate) aggregate helps even less. Material that would ideally be inert, when exposed by retreating paste, now dissolves, leaving voids that allow for further water migration into the bulk, ever nearer the precious rebar!
Regards,
F
|
I will now try to explain the technical terms for you.
1. The last paragraph just above says "The addition of soluble (Carbonate) aggregate helps even less.". Is this a warning about Cemex's increasingly popular cement/crushed limestone blend?
A lot of carbon dioxide is released burning fossil fuel to make cement.
A lot of carbon dioxide was released burning coal to generate electricity. The smoke was captured, called pulverised fuel ash, and a third of cement was replaced with it.
Because the carbon dioxide was released anyway, it didn't count toward the carbon dioxide released making cement, so a third was "saved".
Ditto GGBS. The rock left over from iron ore after the iron is melted out. Half of cement was replaced.
But they are not available now. We went back to pure OPC (properly known as Portland Cement CEM I) and therefore maximum attribution of carbon dioxide to cement production.
Cemex have seen an opportunity to replace 20% cement with lime that I don't think gets heated at all. Just crushed and milled.
But Fergus's research suggests there may be trouble ahead.
2. How the Romans built out of concrete that survives today, for instance the Colosseum in Rome.
From "Understanding Cement" by Nick Winter, published 2009, that I purchased in 2012.
"The Romans found that a cement could be made which set under water and this was used for the construction of harbours. The cement was made by adding crushed volcanic ash to lime, and was later called a 'pozzolanic' cement named after the village of Pozzuoli near Vesuvius. Where volcanic ash was scarce, crushed brick or tile was used instead. The Romans were therefore probably the first to manipulate the properties of cementitious materials for specific applications and situations.
The reason Roman concrete has proven so durable, was that it set fairly slowly, compared to today, and heated up relatively little. This means that the expansion and contraction with heat was a lot less than today, and there was enough gel yet to crystalise that as cracks appeared they were filled and healed.
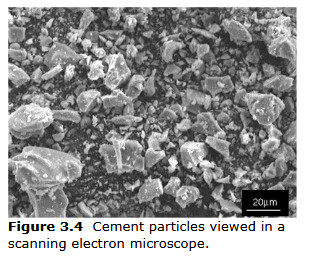
The major difference was that cement grains then were larger and fewer than cement grains today. Less surface area to react at any one time.
Nick says, you could make your own if you have a few thousand slaves to dig, saw, pound and polish.
In document 3 (Durability, fineness and history), below, they point out "The Roman Aqueducts have a strength of about 1500 psi and they are uncracked after 2000 years."
3. What, basically, is modern cement?
From the book Understanding Cement
Portland Cement is made by heating suitable raw materials, typically ground
limestone and clay, at a temperature of about 1450oC to produce a dark grey nodular material called clinker. At this temperature, much of the clinker remains solid but perhaps 20%-30% of the clinker is liquid, thinly-dispersed within the nodules.
When cool, the clinker is ground up to a fine powder and a small amount of
gypsum is added to control the setting properties of the cement.
We already read about C2S and C3S. cement also contains some tricalcium aluminate and some tetracalcium aluminoferrite, and a little magnesium, manganese, sulphur and potassium.
|
|
|
4. Heat evolution of modern cement.
(From Understanding Cement) When cement and water are mixed, exothermic reactions occur.
The first is immediate but quickly over.
My personal presumption is this is the gypsum reacting to give us working time. I could probably find the evidence somewhere.
Then, from cold to maximum heat evolution between about 3 hours and 10 hours. The rate of heat evolution reduces over about 3 days. However, this is not to say that peak temperature is at 10 hours. It is probably a lot later depending on the insulation surrounding and the thickness of the concrete element.
Heat causes expansion. Cooling causes shrinkage.
As the amount of heating and cooling in a short period increases, so cracking increases as well.
For instance, Roman concrete and Lime concrete react slowly, heat little, barely crack if at all.
Modern European cements react a lot faster and additional reinforcement is needed to control crack widths to what will heal sufficiently for the purpose.
US cement is ground finer, which means more heat evolution in the first 3 days, because they are obsessed with speed of construction, and they get a lot more cracking because they are also obsessed with reducing reinforcement to a minimum.
5. Thermal cracking.
A thick concrete element will cool across its surfaces a long time before the centre cools. The surface shrinks around a core that hasn't shrunk. The surface will want to crack as it shrinks first.
A long concrete element restrained at its ends, for instance a long section of basement retaining wall, will want to shrink in length.
The amount of shrink depends on the extent of the drop in temperature. My Diploma text books tell me that the average coefficient of expansion of aggregates is similar to that of steel.
The coefficient of expansion of steel is 0.000011, which I never forgot from school.
I have advice for structural engineers here.
The mathematical example, on that page, is that a 16m straight wall is likely to shrink 6mm if it was poured on a warm day.
Where it can, steel reinforcement might make the wall crack several times rather than once. These cracks will leak.
However, sufficient steel can restrict crack widths to less than 0.1mm and hundreds of cracks this thin will all heal completely.
6. The differences a different amount of water makes.
Less water.
From Understanding Cement.
aluminate hydration in the absence of sufficient available sulfate in the cement pore fluid rapidly produces Afm phase ... this results in a flash set.
Too little water can cause a FLASH Set.
That means that the Portland Cement is setting. Stiff. Getting warmer.
Whether the concrete is setting because the truck was stuck in traffic for two hours, or it is setting because there is not enough water to dissolve the 3%-5% gypsum added to Portland Cement to give working time, is indistinguishable at site.
But the result is the same. The concrete will barely come out of the truck and it will not pump. The strong alkalinity of the setting cement kills off water reducing plasticisers, mine anyway (though triple dosing my powder does give a few minutes respite), and adding water just makes more cement react, rather than making the concrete sloppier.
More water.
From Understanding Cement
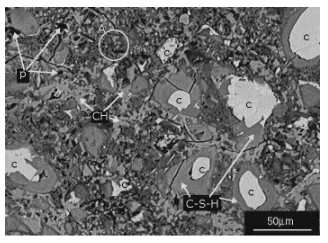
Figure 6.3 Polished section of cement paste, age 2 years, made using ordinary Portland cement, w/c=0.40. Key: c - unhydrated cement; C-S-H - calcium silicate hydrate; CH -
calcium hydroxide; p - pore; Circle 'A' contains
C-S-H, CH and is assumed also to contain AFm and AFt phases. CH is just visible, AFm and AFt are not visible as they are too small.
|
|
|
The cement paste shown in Figure 6.3 contains the following features:
-
Partly-reacted cement particles (c); the remaining unhydrated material appears very bright in the SEM image. These particles have reacted to a considerable extent, as shown by the dense rims, composed mainly of C-S-H, that surround them.
-
The outer edges of these rims indicate the approximate size of the original
cement particle and the hydration products composing the rims have
therefore formed within the volume occupied by the original cement
particle. The hydrated material in these rims is therefore called "inner
product" or "in-situ" hydration product. Although it looks solid and dense in the image, calcium silicate hydrate is a gel and contains huge numbers of tiny pores, called gel pores, approximately 1 nm across (1 nm=10-9 m).At this magnification, the gel pores are far too small to be distinguished.
-
Elsewhere in Figure 6.3, there are smaller areas of dense C-S-H,
corresponding to smaller cement particles that have fully hydrated.
-
Also visible are areas of calcium hydroxide (CH) - these appear slightly brighter than the C-S-H but darker than the unhydrated cement.
-
"Circle A" contains CH (just visible) and also C-S-H. AFt and AFm phases (probably ettringite and monosulfate) are also likely to be present but are too small to be seen at this magnification. The hydration products in Circle A have formed in a region that was occupied by water when the cement and water were mixed; these hydration products formed from the precipitation of dissolved material are known as "outer product" or "undifferentiated hydration product".
-
Of particular importance in Figure 6.3 are the small black features; these
are capillary pores. Capillary pores generally range in size from a few tens
of microns down to less than 1 μm; these are the remnants of the volume
originally occupied by water when the cement and water were first mixed,
most of this original water-filled volume having been filled by cement
hydration products. The pores became filled with epoxy resin when the
polished section was prepared and so the black features are actually
epoxy resin, but the extent of the resin shows the extent of the original
pore system.
Now that you know what you are seeing in these images of cement paste, try
looking at the four images in Figures 6.4-6.7.
(My note. w/c of 0.33 is too dry to use at site. 0.40 is likely to be too dry even with my powder. 0.50 would be too dry without my powder. 0.60 is therefore common.)
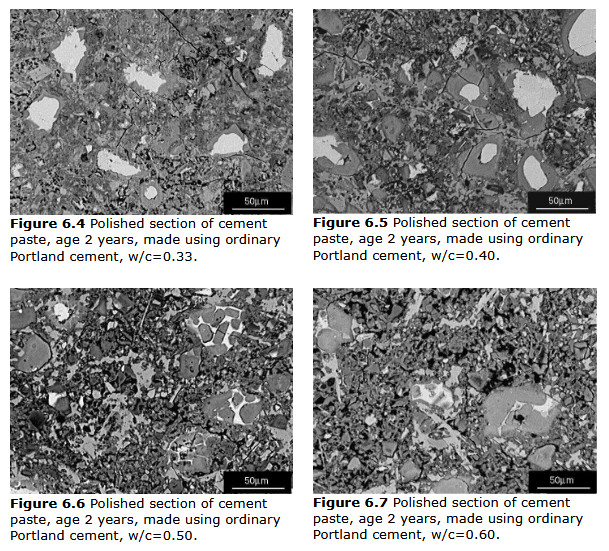
Changing the water/cement ratio has clearly altered the microstructure of the pastes. Pastes made with different water/cement ratios contain similar features to those shown in Figure 6.3, but the proportions are different.
Compare the pastes with the lowest and highest water/cement ratios to see the greatest contrast (Figure 6.4, w/c = 0.33, and Figure 6.7, w/c = 0.60). Two features are immediately clear: at the higher water/cement ratio, the capillary pores are larger (up to about 10μm) and very numerous, and there is less unhydrated cement.
In summary, as the water/cement ratio increases:
-
The porosity of the cement paste increases.
-
The permeability of the cement paste increases.
-
The compressive strength of the paste decreases.
-
The proportion of residual unhydrated cement decreases.
Higher water/cement ratio concrete mixes are more convenient when placing the concrete, as it flows more easily. However, the effects on the cement paste listed above show that the consequences for the hardened concrete are strongly negative.
7. Concrete Permeability. (From Understanding Cement).
Concrete can be permeated by gases and liquids. Permeability is important principally because an increase in permeability is likely to result in an increase in the rate of concrete deterioration due to chemical attack or by freezing.
Assuming the aggregate to be impermeable and that no cracks are present, the only route of ingress is the cement paste. Paste contains capillary pores and gel pores but it is the system of capillary pores that controls the permeability of the paste; while the gel pores represent about 30% of the volume of hydration product, the gel pores themselves are too small to affect permeability.
The size of the capillary pores, and the extent to which they are interconnected, depends mainly on water/cement ratio of the paste. At early ages of hydration, it will also depend on the degree of cement hydration. From the images of pastes in Figures 6.4-6.7 it is clear that capillary porosity is reduced as the water/cement ratio decreases.
Minimising the porosity by minimising the water/cement ratio will help to improve concrete durability because its permeability will be lower.
8.
Autogenous Shrinkage.
Autogenous means a process within the material itself without external influence.
(I explain autogenous healing on my page for engineers).
Actually, where such cracks worry us there are two slight external influences - both to do with us.
If the cement paste dries as it cures, then the resulting vacuum will cause a crack.
Our influences are firstly that we allowed it to dry out and secondly we didn't make it wet.
When I get a photo like this, of a top of a wall pour, I don't usually tell the client they are to blame.
They are, after all, a small income to pay for my hobby of educating you all.
I tell them to drill or chisel a sizeable hole, say 25mm diam, deeper than the crack. Fill it with the next concrete pour or some waterproof tile adhesive.
Either will interrupt the crack from front to back.
My Diploma text books inform me that similar cracks in a floor slab are unlikely to be any deeper than the top layer of steel.
But a wall doesn't have any steel across the crack except at the near and far faces, where the first horizontal steel might be 150mm down.
|
|

|
Not to be confused with drying shrinkage cracking which is where excess water in the concrete slowly dries out, forming a vacuum, and a big crack occurs 10 to 20 years later - often with edges curling up demonstrating that the deeper concrete dried out less than the surface.
-
Cracks that develop in lime mortar tend to heal themselves, unlike conventional mortar made with Portland Cement.
-
Lime mortar is usually weaker than mortars made with Portland cement and so can be removed from the brick or stone at the end of the useful life of the building. Particularly in the case of bricks, this means that they can be recycled, saving energy otherwise needed to make new bricks. If mortar made with Portland cement is used, bricks generally can't be re-used as it is almost impossible to remove the mortar.
-
Lime is produced at a lower temperature than Portland cement, so other things being equal, it takes less energy to produce a lime mortar compared with a mortar made with Portland cement.
-
Lime mortar and concrete gain strength largely by carbonation, the process of re-absorbing carbon dioxide from the atmosphere. This converts calcium hydroxide to calcium carbonate, removing an equivalent amount of carbon dioxide from the atmosphere as was released when the limestone was calcined. (This, of course, neglects the CO2 emissions from the fuel used to heat the lime but the CO2 reabsorbed still represents a substantial part of the total CO2 emitted during manufacture).
-
Lime mortars and plasters allow a building to "breathe" more than if
gypsum plaster and mortar based on Portland cement is used. This results in fewer problems with condensation.
These documents supplied by Fergus seem to be largely about lime cement available today.
More examples of putting twice the dose of powder into waterproof concrete.
Here are 3 videos. Very short. 9 seconds, 8 seconds and 7 seconds.
YouTube video 1.
YouTube video 2
YouTube video 3
Both pours in the videos are the ground floor over a basement.
If the floor isn't flat and level you will be walking through puddles while you build the walls.

Back to the Basement Building Questions Answered menu.
|
Back to the Basement Building Construction Manual menu.
|
For a fixed fee of £199 I will answer all your questions by email. More details here.

|
Previous Page

|
|
Next Page

|
|
The Page After That
|
|
|
|
